Современные наукоемкие технологии и перспективные материалы текстильной и легкой промышленности - А.Г.Печникова
Сновальные
валы в партию для шлихтования формировали на одной сновальной машине. Причем,
первый сновальный вал формировали по счетчику числа его оборотов и по счетчику
длины намотки на него основных нитей. Второй и последующие сновальные валы
формировали только по счетчику числа оборотов этих валов.
Впервые
был разработан привод к счетчику числа оборотов сновальной паковки к сновальной
машине фирмы «Франц Мюллер» в условиях Ивановского камвольного комбината, а
также проведены исследования срабатывания камвольной пряжи в процессе
шлихтования (эмульсирования).
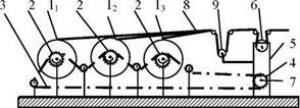
Следует
отметить, что срабатывание нитей основы с партии сновальных валов при заправке
их по рис. 1 не удалось, поскольку происходило проскальзывание некоторых
звездочек 2 относительно цепи 3. Основная причина проскальзывания звездочек 2
относительно цепи 3 заключалась в том, что начальные диаметры паковок в партии
для снования отличались на
0,
5 - 1,0 см. При этом за каждый оборот сновальных
валов сматывалась различная длина основы, следовательно и натяжение нитей
основы в полотне основы при шлихтовании было различное.
Следующую партию сновальных валов
формировали таким же образом, но была изменена схема соединения нитей в полотно
для шлихтования. На рис. 2 приведена схема соединения нитей основы при
расположении сновальных валов на одном уровне. По этой схеме нити основы,
сматываемы с паковок, не касаются их поверхностей.
Однако дальнейшее исследование
процесса снования по данной теме нами было остановлено в связи с тем, что на
основе отзыва Ивановского научно-исследовательского института хлопчатобумажной
промышленности на заявку №1969358/28-12 «ВНИИГПЭ» не признал предложенное
решение полезным.



 102
102 



